





 扫一扫
扫一扫

在竞争激烈的 【中央分隔栏】市场中,鑫海达金属制品(福州市罗源县分公司)秉承“质量和信誉是企业生存之本”的宗旨,坚持“诚信、敬业、和谐、创新”的经营理念和“以信从商、共同发展”的原则,为客户的需求提供好的 【中央分隔栏】,更为客户的 【中央分隔栏】产品市场打下坚实的基础,我厂承诺“同样的 【中央分隔栏】产品比质量,同样的质量比价格”,并24小时携诚为客户服务!


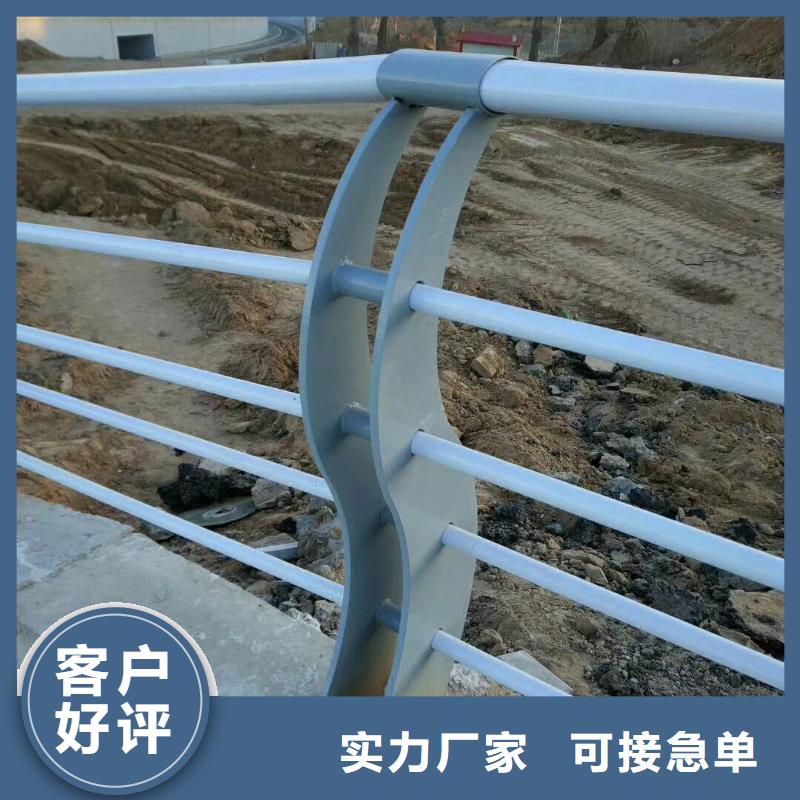
不锈钢复合管桥梁护栏在切割的过程中注意的问题有哪些呢?
1、等离子切割 自动等离子切割机,速度快,但内壁附有大量熔融冷却后的金属残渣,清理起来很麻烦。等离子大多数切割都要发热,所以管子端口肯定变色,参数调整比较困难,使用不当容易造成恶劣的切口质量,现在已经很少用户用等离子切割机来切割薄壁不锈钢管。
2、自动滚刀切管机只有圆周的刃口,没有锯齿。一边转动一边向里进给,切口平整光滑,无铁屑,没有毛刺,内 壁略收口。加上特殊工装,收口现象能极大改观,设备造价低,适合中小企业合适的选择。 切割壁厚0.3毫米的不锈钢管,在将要切断的瞬间,会产生撕裂现象,管口会严重变形,切割大口径的薄壁不锈钢管时需要加上特殊装置,才能做到切割不变形,对操作人员的技术要求高。
3、仪表车床针对切割非常薄壁的不锈钢管(壁厚0.2~0.6mm,直径范围在32mm以下),使用质优的白钢或锋钢刀具,刀具成本低,但是比较耐用,切面很平整,切割不加水,适合家居产品管件如拖把管、扫把管、蚊帐管的切割,这种方式自动化程度低,劳动强度大。适合切割小直径的圆管。目前经过自动化改仪表切刀切管机的切割效率将会大大提高,操作工人的劳动强度也会降低。
4、另外也有一种类似于类似自动仪表车床,但使刀具旋转并进给,管材不动,解决了超长度钢管旋转带来的不便。可采用两把刀同时加工的切削方式,可以实现一把刀切断,同时另一把刀修正钢管断面,但是这种切割方式同样也只适合小批量切割。
5、锯片切割,目前用来切割薄壁不锈钢管的锯片一般是采用钨钢锯片切割,结合数控设置的自动送料系统,自动化程度高,操作简单,工人劳动强度低,一人可同时操作多台机,切割薄壁不锈钢管时,切割速度快、切口不变形无毛刺、切割精度高、实地测试切割19*0.3*200mm的管件,每10小时的产量可达8000支以上,是一款非常适合大批量薄壁管件切割的切管机。
桥梁护栏在切割的过程中注意的方式和方法就是以上我们采用的这些方式,在进行操作的过程中不断地去改善它的切割的操作,让桥梁护栏的效果更加好,这样的话桥梁护栏的性能和效率才会更加突出!





技术支持:s797.com